

热门关键词:
热门关键词:
联系人:刘经理
手机:155-3380-8266
传真:
邮箱:
地址:安平县南环工业园
钢栅板在生活中已经很常见,导致钢栅板焊接变形的因素是什么,我们来看看吧。
输入热源对焊接变形的影响。
在钢格板焊接过程中,受局部高温热源的影响,焊缝区域被剧烈加热,局部熔化。该区域内的材料被加热以扩大焊接区域,钢格栅周围相对较低的温度区域限制了焊接区域,从而产生弹性热应力,温度升高后材料的屈服应力急剧下降,导致热弹性应力大于屈服极限,形成热压缩。
冷却时,焊缝区材料进行收缩能力受到我们周围环境区域发展不均匀温度场的影响,产生不均匀的收缩变形,焊接区呈现拉伸残余应力,相邻区域经济承受压缩残余应力。不锈钢钢格板焊接技术对于热源的输入数据非常敏感,合理有效控制信息输入热源能量的大小企业对于格栅板焊件质量有重要研究意义。
进入较大的热源能量会引起较大的收缩变形,相反,输入较小的热源能量会引起较小的收缩变形。因此,在焊缝形成良好的条件下,尽可能选择最小的输入热源。
二、焊缝尺寸对焊接变形的影响。
对于不锈钢网架焊接,焊缝面积和大小与网架焊件的弯曲变形密切相关。此外,焊缝在结构中的位置对不锈钢网架的焊接变形也有影响。
第三,焊接板的初始粗糙度和厚度对焊接变形的影响。
但在中国实际进行加工生产中不可能制造出一个理想社会情况下的不锈钢板材,其可能发展存在一些不同文化程度的初始挠曲变形问题或者企业初始几何缺陷,这些初始表面粗糙度和缺陷会造成钢格板焊接的临界失稳变形。
对于有膨胀问题的板,残余应力的增加相对较慢,但当焊接产生的残余应力大于相应值时,板挠度的瞬间增加相对较快。当初始粗糙度较大时,板所能承受的临界载荷值会下降,不稳定变形越容易。
本公司采用新型环保镀锌表面处理工艺!国家环保严查期间可正常生产!不耽误客户生产工期!




 二维码
二维码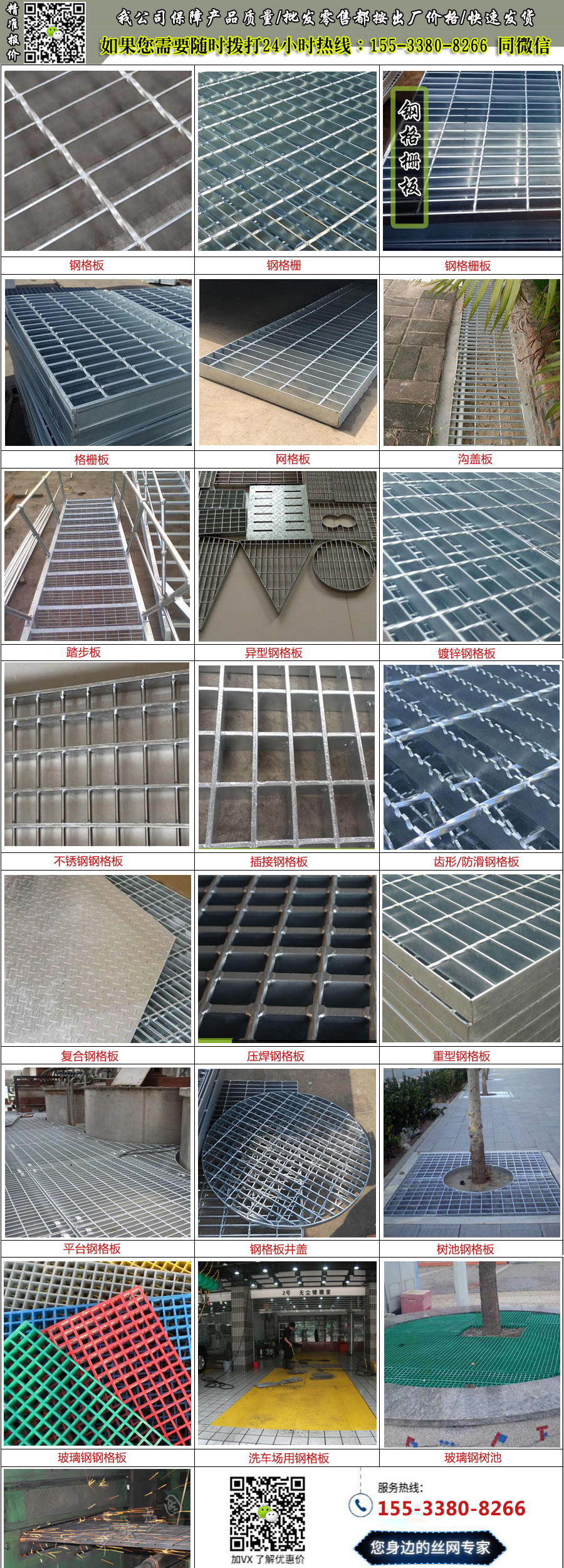 关键词:热镀锌
关键词:热镀锌